Multi-media Gallery
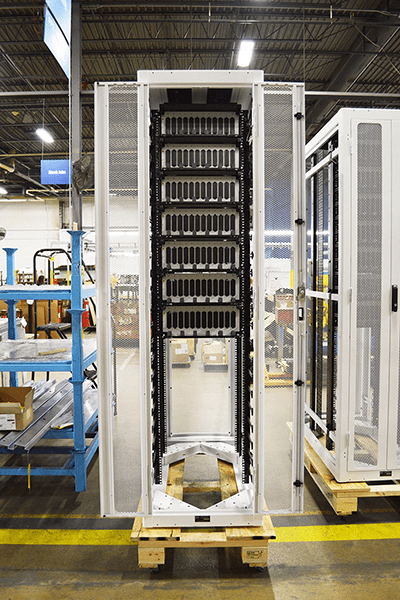
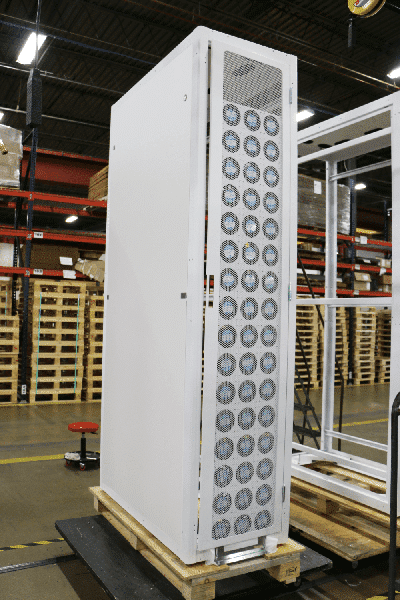
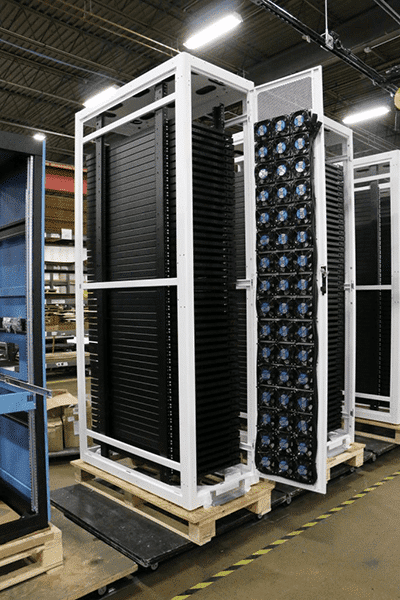
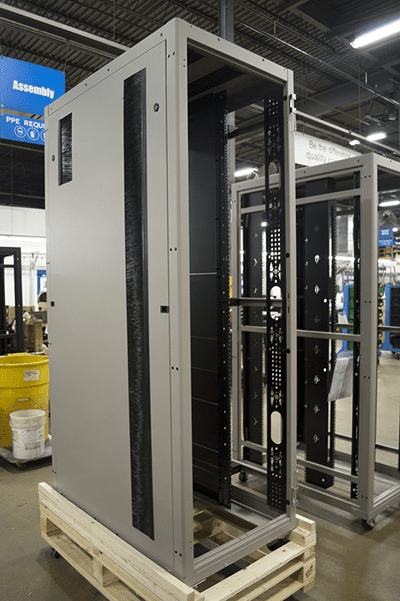
One of the things AMCO Enclosures takes satisfaction in is being the only server rack and cabinet manufacturer in the US. And how do we challenge ourselves to be even better than the rest? By offering a product image gallery showcasing a wide range of custom enclosures and data racks built to match your business’s exact needs. Our emphasis on customization allows us to offer a distinct range of sizes, heights, and colors to meet your specific requirements. We strongly believe that customization is a standard industry’s need to get what they need most from their data rack and enclosures. Looking closer at our product image gallery, you’ll find our products showing in-depth attention to detail, highlighting our promise to manufacture products of the highest caliber and durability. Explore our images to learn more about our expertly crafted server racks and cabinets.













AMCO In-House Work & Construction
Our staff at AMCO Enclosures takes pride in our commitment to crafting and customizing top-of-the-line server racks and cabinets. Our video library showcases various areas of our warehouse, including interviews with AMCO’s team, exploring the in-house construction work of our production floor, and product development and testing. Our behind-the-scenes tour even highlights the production process of our plastics, outlining the crucial components of our manufacturing process at AMCO.
With step-by-step assembly instructions and testing content, our videos let you experience firsthand the rigorous quality checks we perform before our products leave the plant. Our commitment to excellence and innovation ensures that your investment in our products will pay off. Contact AMCO Enclosures today to learn more about the construction process of our server racks and cabinets.
IMS Engineered Products Plant Tour
Take a behind-the-scenes look at how AMCO designs, fabricates, and assembles its custom server racks and enclosures inside its advanced U.S. manufacturing facility.
TCMR ASSEMBLY INSTRUCTIONS
Use this guide to complete your TCMR assembly with clarity and confidence.
Titan ZN4 Seismic Test
Watch the Titan ZN4 seismic rack undergo rigorous testing, demonstrating its certified strength, stability, and resilience to ensure reliable performance in high-risk environments.